
产品描述:SPC气电工作站主要适用于一个产品多尺寸高精度测量,通过气电转换器把气体压力转化为电压信号,通过板卡对信号进行数据采集和处理,建立数据库。管理员通过预设工件的尺寸公差界限,用软件模拟光柱及颜色来指示被测工件合格与否,操作简便直观。工作站配有双色报警灯指示被测工件状态结果。测量数据可直接保存数据库,方便后期质量管理,管理员可通过数据为依据进行质量分析与改进,为品质管理提供决策依据。
麦尔测控工作站所使用的SPC软件是以测量数据为依据的质量分析与改进工具,它利用数理统计原理,通过检测数据的收集和分析,对制程(工序)质量控制点进行监控及分析,以数据分析的方式为品质管理提供决策依据,从而有效控制生产过程、不断改进品质.SPC实施的目的就是更大化公司的利润,达成高品质,低成本的目标
产品特点:
测量方式:手持测量、触发保存数据;
测量节拍:2~3秒/参数;(视操作工熟练程度,数据反应时间≤300ms)
测量原理:比较测量(配相应气动测头)
测量数据:无纸化储存,SPC智能数据分析。
测量范围:可测量特殊形状零件的长度尺寸,行位尺寸。
重复精度:≤0.5μm
分辨率:≤0.2μm
线性误差:≤1.0μm;
稳定性:≤1.0μm;
SPC测量工作站要点说明:
1、工件形位偏差和误操作对测量结果的影响不属设备的检测误差;
2、该方案软件一台为中文版软件,一台为英文版软件;
3、气测校与工件180度和90度方向测量时,测量结果相差小于等于0.001mm;
4、气管长度增加到3米时,数据反应时间为800毫秒,气管长度增加到5米时,数据反应时间为1600毫秒。
SPC测量工作站使用环境:
①交流电源 AC220V±10% 带安全接地零线;
②环境:温度范围-10-50℃,相对湿度30-95%时,能保持长时间连续正常工作。温度变化梯度小于10℃/h;
③不得在强磁场、强电场及强震动等场合使用
④远离腐蚀性液体及物品
⑤清除工件表面油污、杂质(切屑)、飞边、毛刺,允许有少量油膜存在。
⑥洁净干燥压缩空气,供气压力0.5~0.6 Mpa。
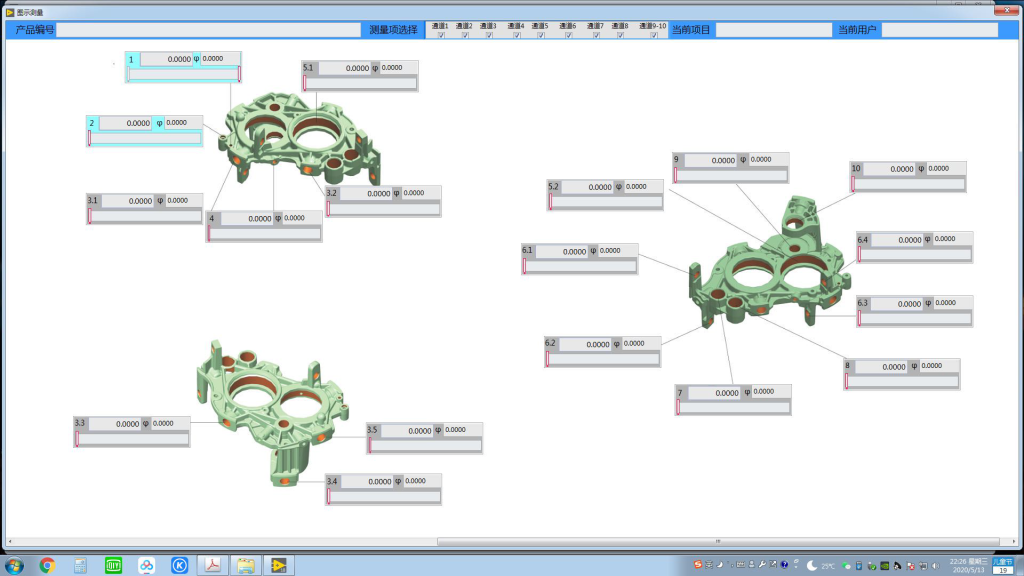
SPC测量工作站测量方式
1.测量方式
每一个便携测量装置(测头)配置一套放大处理单元,一个可放置测量装置的悬挂架,当操作者拿起一个测量装置时,该测量装置的接近开关触发信号给工控机,工控机控制该测量装置的电磁阀开启接通气源(电测装置无电磁阀),此时测量系统将高亮度、动态显示此测量装置的测量数据,方便操作人员现场操作使用,测量装置上配置有数据保存按钮,按下手柄按钮锁定当前孔位的测量值,并保存至数据库,该孔位检测完成,软件会依据预设的测量参数判定测量数据的合格与否,合格数据高亮度显示为绿色,不合格数据显示为红色,同时双色报警灯也将点亮对应颜色并预警。
2.测量过程说明
(1)设置产品规格参数;
(2)用上下标准件调整并校正系统零位和倍率
(3)取下测头,与该测头对应的接近开关感应到信号反馈给计算机,计算机通过软件编程控制与该测头对应的电磁阀启动,测头通气,可对工件进行相应参数的检测。操作人员手持气动测量头并放在测量部位,即刻显示测量结果,按下手柄上的保存按钮,数据保存完成,测量完成后,将测头放回对应的悬挂架上,接近开关反馈信号,此测头气流自动断开,测量完毕;依次逐一测量各通道参数;
(4)测量过程中有双色报警灯实时显示通道判断结果,OK亮绿灯,NG亮红灯并发出蜂鸣报警声。所有测量数据可通过工控机的USB接口进行数据备份存档;
(5)数据保存说明:放入工件,软件开始动态采集数据,按下手柄测量按钮测量值保存至历史数据库。(数据库权限放开可供其他设备读取)
(6)SPC分析说明:所有统计分析是以保存的工件实际值进行运算处理,建立报表;是针对工件的各个测量部进行分析计算,如工件上有多个测量部时,可通过软件筛选参数名称,并设定该通道的测量个数建立新项目数据报表对整个工件的各测量部进行分析评定。
